1.2. Конструкция обмотки ротора
2. Пазовые клинья и демпферная система ротора
КОНСТРУКЦИЯ
РОТОРА ТУРБОГЕНЕРАТОРА
1. Магнитопровод и вал ротора
1.1. Изготовление ротора
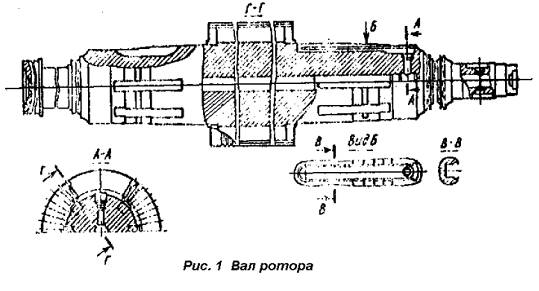
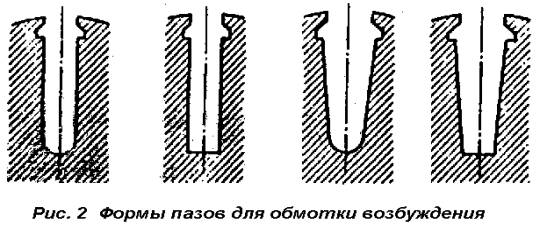
Высокая частота вращения приводит к возникновению в роторе больших механических напряжений из-за действия центробежных сил. Для получения необходимой прочности ротор изготавливают массивным цилиндрическим из цельной стальной поковки. В качестве материала для роторов турбогенераторов относительно небольшой мощности с воздушным охлаждением используют углеродистую кованную сталь марки 35. Рогоры крупных турбогенераторов изготавливают из высоколегированной стали марок: ОХНЗМ, ОХН4МАР, 35ХНМ, 35ХНЗМА 35ХН4МА. 35ХН1МФА, 36ХНМА. 36ХНЗМФА, 36ХН1Н. на электромашиностроительном заводе из заготовки вытачивают все ступени ротора с припуском до чистоты, необходимой для проведения ультразвуковой дефектоскопии. По отражению звуковой волны удается обнаруживать дефекты размером более 3 мм на большой глубине. После чистовой обработки в роторе фрезеруют пазы под обмотку, токоподводы и для вентиляции (рис. 1). Пазы под обмотку возбуждения занимают примерно 2/3 окружности бочки ротора. Оставшаяся свободной третья часть, образует два диаметрально расположенных больших зубца, через которые проходит главная часть магнитного потока генератора. В турбогенераторах российского производства используют четыре формы пазов (рис. 2), Глубина пазов определяется допустимой толщиной основания зубца, где возникают наибольшие растягивающие напряжения при вращении ротора.
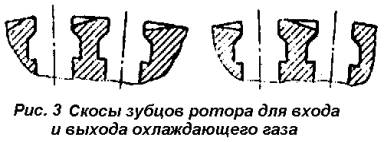
В генераторах с форсированным
охлаждением ротора на зубцах фрезеруют скосы для улучшения входа газа из зазора в отверстия пазовых клиньев
(рис. 3).
При косвенном охлаждении обмотки
возбуждения на поверхности ротора прорезают поперечные винтовые канавки
небольшой глубины. Такое рифление бочки уменьшает поверхностные потери и
увеличивает наружную поверхность, что приводит к улучшению охлаждения ротора.
Температура обмотки ротора снижается в результате на 7--100С.
Для выхода газа, охлаждающего лобовые части обмотки ротора, в больших зубцах прорезают по два вентиляционных паза такой же ширины, как и пазы для обмотки, но меньшей глубины. Вентиляционные пазы служат также для более эффективного охлаждения бочки ротора.
В роторах машин небольшой
мощности для токоподвода обмотки возбуждения на валу со стороны возбудителя
фрезеруют два диаметрально расположенных паза. В турбогенераторах, имеющих
контактные кольца, вынесенные за подшипник, для токоподвода используют
центральное отверстие ротора. Пазы токоподвода соединяют двумя отверстиями с центральным
отверстием, которое дополнительно растачивают для укладки стержней токоподвода.
Радиальные отверстия сверлят и в месте установки контактных колец.
В больших зубьях роторов с
форсированным охлаждением об мотки вдоль первых обмоточных пазов сверлят два
ряда отверстий для размещения балансировочных грузов. В турбогенераторах с
поверхностным охлаждением ротора отверстия для балансировочных грузов сверлят в
пазовых клиньях.
Для крепления центрирующего
кольца и вентилятора на каждом хвостовике ротора обрабатывают посадочные
площадки. Все кромки и углы пазов и зубцов ротора выполняют с закруглениями для
устранения концентрации напряжений в этих местах. С аналогичной целью ступени
ротора с различным диаметром имеют переходный радиус.
Участок вала,
опирающийся на подшипник, называют цапфой. Размеры цапфы выбирают из
соображений механической прочности самого вала и режима работы подшипника.
Обрабатывают цапфы вала на полностью собранном роторе.
1.2.
Конструкция обмотки ротора
Обмотка
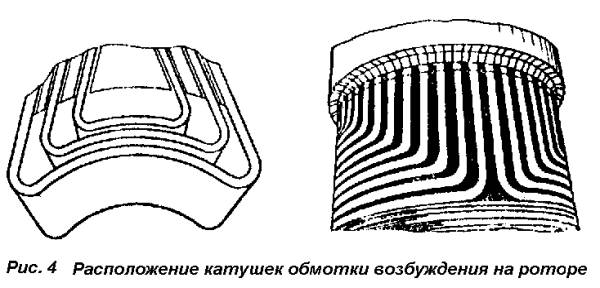
возбуждения двухполюсного турбогенератора состоит со ответственно из двух групп
катушек, укладываемых в пазы ротора. Катушки, принадлежащие одной группе,
располагаются концентрически на одном полюсном делении ротора относительно его
большого зуба (рис. 4). Таким образом, обмотка возбуждения турбогенератора
является распределенной, благодаря чему достигается близкая к синусоидальной
форма МДС ротора. Число катушек в группе может составлять 7—10, а число витков
в катушке 5—28. Рассмат- риваемые далее особенности конструкции обмоток возбуждения
во многом определяются используемой системой охлаждения.
Ротор с
поверхностным охлаждением. Каждую катушку обмотки возбуждения наматывают
непрерывно из сплошного провода. На мотку производят на ребро, Для машин
небольшой мощности используют проводник из чистой электролитической меди, а для
более мощных генераторов — проводник из меди с присадкой серебра, который
обладает значительно более высокой прочностью. Это объясняется тем, что витки
обмотки возбуждения с течением времени укорачиваются. Укорочение может
достигать 30—40 мм и является следствием одновременного действия термических
напряжений н центробежных сил при пусках машины. При недостаточной механической
прочности укорочение витков может привести к разрушению изоляции или меди
обмотки возбуждения. Из-за намотки провода на ребро в углах изгиба происходит
утолщение меди по внутреннему радиусу проводника. Общее увеличение высоты
катушки состав- ляет несколько сантиметров. Поэтому утолщение каждого витка
устраняют опиловкой или обжатием на специальном прессе.
Соединяют катушки между собой последовательно. Соединение выполняют по такой схеме; верхний виток одной катушки — с верх ним витком следующей, соответственно нижний виток — с нижним витком. При такой схеме четные катушки должны иметь правую намотку, а нечетные — левую. Специальных перемычек между катушками не требуется, так как их витки спаивают встык под углом 45° к оси проводника. Соединение между группами катушек выполняют обычно по верхним виткам, что возможно только при чет ном числе катушек на полюс. Выводные концы обмотки возбуждения изготавливают гибкими из набора медных шин толщиной 0,3 0,5 мм, которые крепят я пазах вала стальными клиньями.
Электрическая прочность корпусной изоляции обмотки возбуждения определяется максимальным испытательным напряжением, которое, в своё очередь, зависит от величин перенапряжении, возникающих в обмотке при аварийном разрыве цепи возбуждения. С другой стороны толщина корпусной изоляции ограничена допустимым температурным перепадом, который не должен быть выше 25—30°С. С учетом этих двух противоположных факторов толщину гильзы выбирают в пределах 1—1,2 мм.
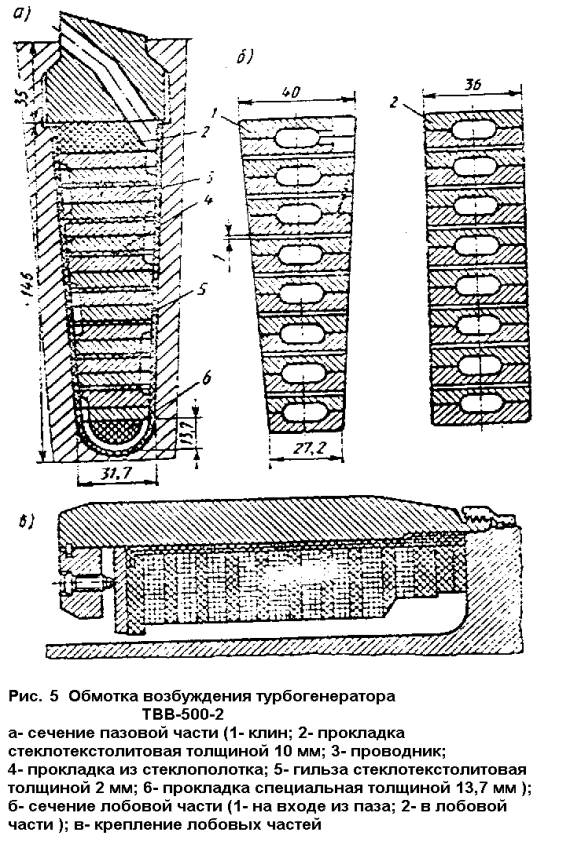
Начиная с мощности 500 МВт и выше
турбогенераторы серии ТВВ имеют трапецеидальный паз ротора. Сечение
обмотки возбуждения при этом увеличивается до 30%. Однако это достигается за
счет усложнения фрезерования пазов и выполнения катушек с витками различной
ширины. Поперечный разрез паза генератора ТВВ-500-2 показан на рис. 5 , а.
Прямолинейная пазовая часть катушки с трапецеидальным сечением выходит на 30 мм
с каждой стороны из бочки ротора. Лобовые части катушек имеют уже прямоугольное
сечение (рис. 5, б) с внутренними
продольными каналами для охлаждения. На выходе из бочки ротора пазовая изоляция
имеет дополнительные манжеты из стеклотекстолита. Пазы в этих местах несколько
расширены.
Крепление лобовых частей обмотки возбуждения
генераторов серии ТВВ показано на рис. 5,в.
В аксиальном и тангенциальном направлениях катушки плотно закреплены
специальными клиньями. Между кольцом и обмоткой установлены изоляционные
сегменты. Компенсирующие устройства позволяют обмотке удлиняться при ее
нагревании.
2. Пазовые клинья и демпферная система ротора
Клинья крепят в пазах ротора обмотку возбуждения и совместно с зубцами образуют демпферную систему ротора. При работе турбо генератора высшие пространственные гармоники поля статора индуцируют в бочке ротора вихревые токи, вызывающие дополнительные потери. При несимметричных режимах вихревые токи могут явиться причиной местных перегревов и снижения прочности бочки ротора. Демпферная система разгружает ротор от протекания вихревых токов и ослабляет магнитные поля, приводящие к их возник- никновению. Следовательно, клинья должны быть изготовлены из материала не только с высокой механической прочностью, но и хорошей электропроводностью. Клинья должны быть немагнитными, чтобы не увеличивать поле рассеяния обмотки возбуждения, Основные характеристики металлов, применяемых для изготовления клиньев, приведены в табл.1, а формы пазовых клиньев показаны на рис. 6.
Таблица 1
Механические
свойства металла клиньев
|
Материал клина |
Предел
прочности, 107 Па |
Предел текучести, 107
Па |
Относительное
удлинение t0
» 5d,
% |
Сжатие
поперечного сечения, % |
|
Немагнитная
сталь |
70 |
45 |
50 – 60 |
60 – 65 |
|
Алюминиевая
бронза |
60 – 70 |
30 – 40 |
15 – 17 |
- |
|
Силикомунц |
66 |
32 |
18 |
20 |
|
Дюралюминий |
40 |
25 |
15 |
26 |
|
Дюралюминий
Д16Т |
45 – 49 |
32 – 36 |
10 |
- |
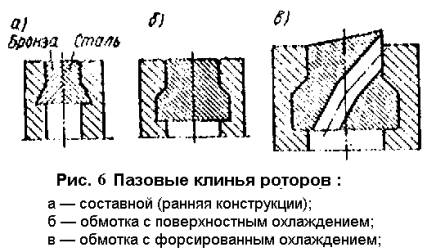
В турбогенераторах небольшой мощности применялись составные по ширине паза клинья из магнитного (сталь) и немагнитного (бронза) материалов. Такая конструкция клина использовалась для улучшения формы кривой индукции в зазоре. В настоящее время составные клинья не применяются, а магнитные клинья устанавливают только в пазах, расположенных по обе стороны большого зуба.
В большинстве случаев пазовые
клинья изготавливают из дюралюминия марки Д16Т, применение которого позволяет
снизить напряжения от центробежных сил в бочке ротора и зубцах благодаря
небольшой плотности. Длина клина составляет 300—350 мм. Стыки между клиньями
выполняют с зазором в 1 —1,5 мм. Стыки совмещают с кольцевыми выточками на
бочке ротора. Это предот- вращает концентрацию напряжении в зубцах в местах
стыков. Клинья устанавливают в пазу плотно, чтобы они не смогли впоследствии
сдвинуться и перекрыть в турбогенераторах с форсированным охлаждением
вентиляционные каналы в обмотке, а также чтобы получить хороший электрический
контакт с бочкой ротора. Плотность установки создается только по поверхности
заплечиков клиньев, являющихся их опорной частью.
В генераторах типа ТВВ для
повышения устойчивости роторов к нагревам, обусловленным токами, проходящими по
поверхности бочки, клиньям и бандажам при не симметричных режимах, в торцевой
зоне ротора устанавливают медные сегменты с посеребренной поверхностью.
Сегменты имеют вид гребенки, зубья которой входят под концевые клинья пазов с
обмоткой н специальных пазов в больших зубцах. Сегменты укладывают в два слоя с
перекрытием стыков.
3. Бандаж
ротора
Условия
работы бандажа. Бандажный узел ротора предназначен для крепления лобовых частей
обмотки возбуждения. Он состоит из бандажного кольца, центрирующего (или
упорного) кольца н деталей их крепления. Основной деталью узла является бандажное
кольцо, которое воспринимает действие центробежных сил и удерживает лобовые
части об мотки возбуждения от отгиба а радиальном направлении. Центрирующее
кольцо воспринимает усилия от теплового расширения обмотки, а также
обеспечивает сохранение цилиндрической формы бандажного кольца и центровку его
относительно оси вала. В тех конструкциях узла, в которых центрирующее кольцо
не имеет посадки на вал ротора, оно называется упорным кольцом.
Бандажное кольцо является
наиболее нагруженной деталью турбогенератора. Прочное крепление его может быть
осуществлено только горячей посадкой с натягом. Значение натяга определяется
расчетным путем, Натяг должен создавать плотное соединение кольца не только при
номинальной частоте вращения, но и при угонной — 3600 об/мин (при эксплуатации
турбогенератора в случае внезапного сброса нагрузки частота вращения ротора
может увеличиться на 20%).
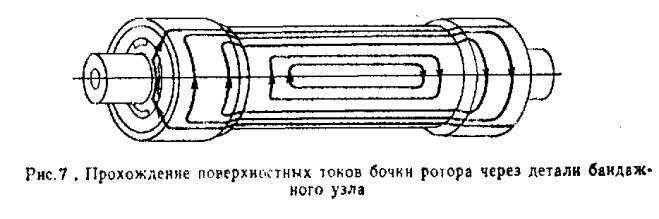
Масса лобовых частей обмотки
ротора распределена неравно мерно относительно продольной и поперечной осей
ротора, отчего в кольце кроме растягивающих усилий возникают изгибающие
моменты, стремящиеся придать бандажному кольцу овальную форму. Собственная
масса кольца при вращении также создает центробежные усилия, составляющие до
70% всей нагрузки на кольцо. Токи в бочке ротора от обратно синхронных полей
статора могут замыкаться через бандажное кольцо (рис. 7), в результате
посадочные контактные поверхности, а также контактные поверхности между
клиньями и зубцами могут сильно нагреваться, вплоть до подгара и выплавления
металла. Знакопеременные усилия и вибрация ротора с течением времени ослабляют
посадку, вследствие чего бандажное кольцо может сползти c места посадки.
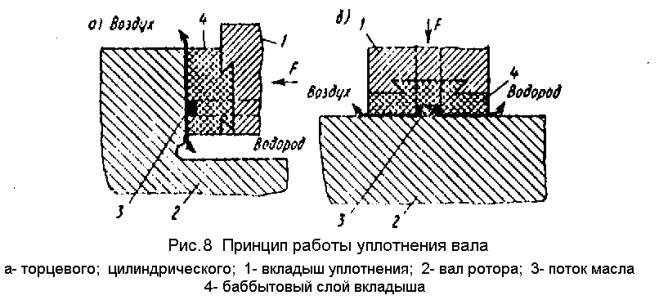
4. Уплотнение вала
Назначение
и принцип работы. Утечка водорода через кольцевой зазор между валом ротора
и торцевыми щитами в окружающее пространство предотвращается специальным
уплотнением. Уплотнения вала бывают двух типов: торцевые н цилиндрические
(кольцевые). Принцип их работы основан на создании встречного потока масла в
узком зазоре между валом н неподвижным вкладышем уплотнения (рис. 8),
запирающим выход водорода из корпуса статора. Превышение давления масла над
давлением водорода составляет 0,05—0,09 МПа. Вкладыш уплотнения покрыт слоем
баббита, В баббите сделана клиновидная разделка, благодаря которой, как и в
подшипнике, создается масляный клин между валом и вкладышем. При номинальной
частоте вращения в масляном слое развивается гидродинамическое усилие, которое
вместе с гидростатическим усилием, создаваемым насосами маслоснабжения, отжимает
вкладыш от вала.
В цилиндрических уплотнениях в качестве прижимающей силы используется только сила тяжести самого вкладыша. В уплотнениях торцевого типа прижимающее усилие может создаваться давлениями водорода, масла, пружинами. Равновесие между прижимающим и отжимающим усилиями наступает при номинальной частоте вращения при толщине масляного слоя 0,07—0,15 мм, обеспечивающей чисто жидкостное трение.
Масло в уплотнении растекается как в сторону водорода, так и в строну воздуха. Масло, текущее в сторону водорода, отдает не которое количество содержащегося в нем воздуха, и, наоборот, поглощает водород. Уплотнения торцевого типа позволяют получить относительно малые утечки водорода из генератора, что имеет важное значение при повышенном давлении газа. Загрязнение масла водородом и воздухом также весьма незначительно из-за малых зазоров между валом и вкладышем. Однако монтаж торцевых уплотнений сложен, они чувствительны к тепловым расширениям вала и не допускают перерыва в снабжении маслом. В последнем случае возникает полусухое трение, которое приводит к выплавлению баббита и повреждению поверхности вала. Восстановление масло снабжения, как правило, уже не позволяет возобновить нормальную работу уплотнения, т. е. неизбежна аварийная остановка генератора.